7 Professional Strategies for PCB Functional Testing: The Ultimate Engineering Guide to Zero-Defect Manufacturing
Master pcb functional testing and learn how to test a pcb board for high-reliability electronics. Th
The global resistor and capacitor market in 2026 is no longer a stable commodity environment. Instead, it is a segmented supply chain system where demand is heavily influenced by AI infrastructure, automotive electronics, and high-reliability industrial applications.
While standard resistors remain relatively stable, high-spec capacitors—especially MLCCs—face persistent lead-time pressure and allocation constraints, with some reports indicating extended delivery cycles beyond 20 weeks in high-end segments .
This creates a structural shift: the bottleneck in PCB and PCBA production is increasingly determined not by manufacturing capability, but by component-grade availability and BOM engineering quality.
This analysis reflects engineering and production observations from PCB/PCBA manufacturing workflows at Guangzhou Huachuang Precision Technology (HCJMPCBA).
Resistors and capacitors—especially MLCCs—are increasingly allocated based on application priority (AI servers, automotive, industrial systems).
Production delays are often caused by:
Companies with strong BOM control, revision management, and traceability systems experience significantly fewer production interruptions.
Historically, resistors and capacitors were considered low-risk passive components with stable pricing and short lead times.
In 2026, this assumption is no longer valid.
Industry data shows that the passive component market is growing rapidly, projected to exceed $48 billion globally in 2026, driven by EVs, AI servers, and high-density electronics systems .
However, growth is uneven:
A key structural change is the emergence of a “K-shaped MLCC market”, where high-end demand diverges significantly from commodity demand.
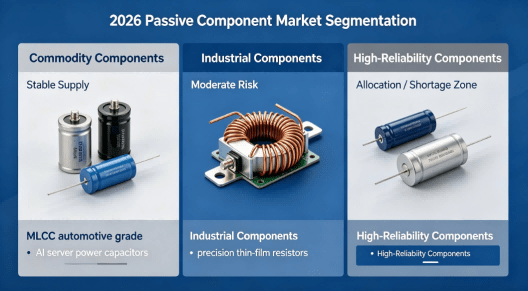
2026 Passive Component Market Segmentation
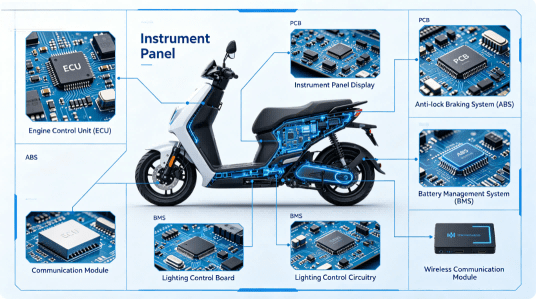
AI servers require significantly higher passive component density compared to traditional systems.
Each AI computing board may contain:
A single AI server may use up to 10× more MLCCs than conventional servers .
This demand directly impacts:
Electric vehicles and ADAS systems require:
This shifts production capacity away from general electronics.
Passive components are highly sensitive to:
Even minor fluctuations propagate into global pricing adjustments.
Unlike semiconductors, passive components are:
This limits the ability to rapidly increase global capacity.
From a production engineering perspective, the biggest risks are not manufacturing defects but input instability.
Uncontrolled BOMs lead to:
Even “equivalent” components may differ in:
Many components silently enter:
without immediate visibility in procurement systems.
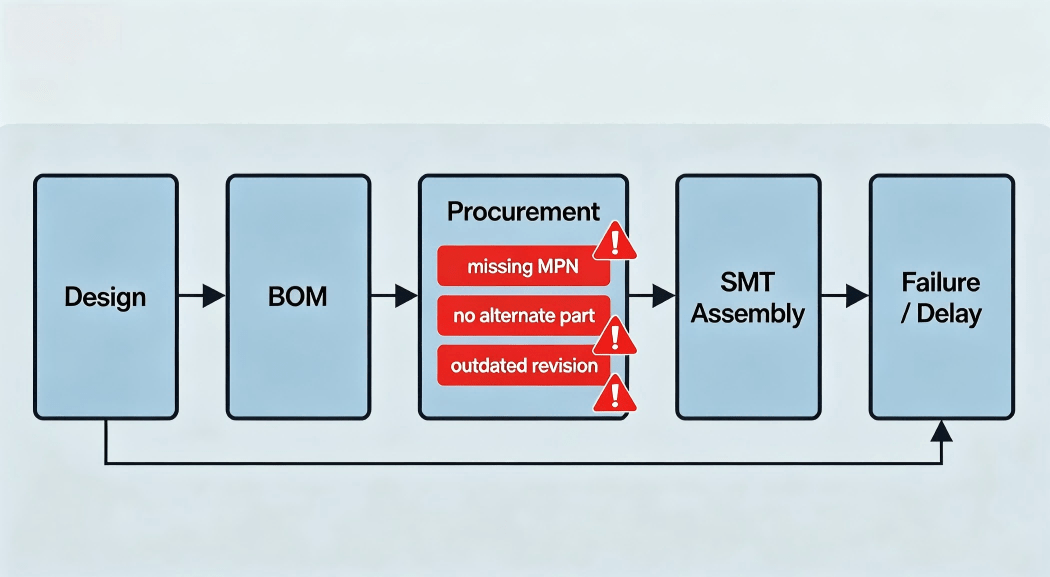
Bom Driven Failure Chain In Pcba Production
In structured PCB/PCBA systems like HCJMPCBA, risk control is not handled only at procurement level.
It is embedded into engineering workflow.
Each BOM is reviewed for:
Production materials are controlled via:
This ensures production consistency across batches.
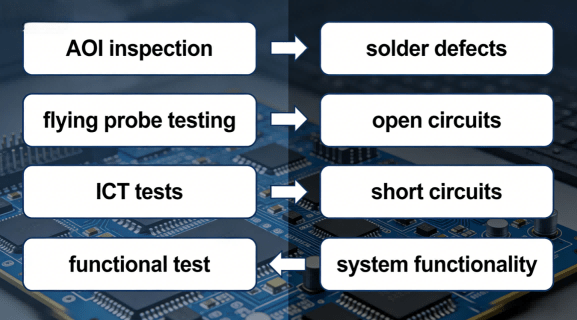
Before mass production:
Manufacturing traceability includes:
This enables root-cause analysis when field issues occur.
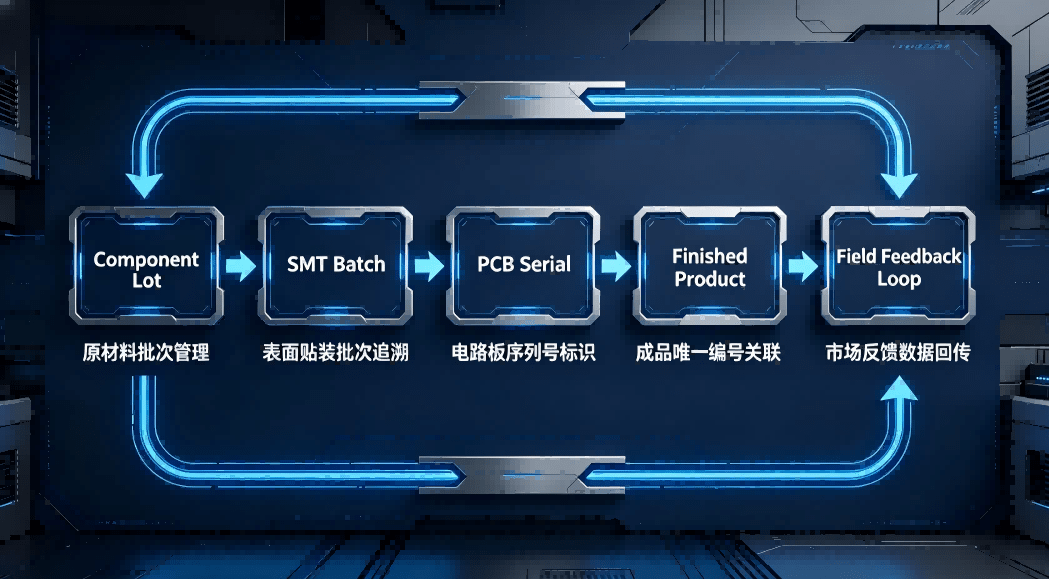
Full Traceability Chain In Pcba Manufacturing
Low-cost components often carry hidden supply risks.
A robust BOM includes:
Critical parameters include:
Not a static spreadsheet.
In real PCBA production environments, most delays are caused by:
Not by SMT or PCB fabrication capability.
This reflects a shift in manufacturing reality:
👉 production stability now depends more on upstream data integrity than factory equipment.
| Project Type | Component Strategy | Risk Level |
|---|---|---|
| Prototype | Flexible sourcing | Medium |
| NPI Stage | Controlled BOM + alternates | Medium-High |
| Mass Production | Locked BOM + AVL | Low |
| Automotive / Industrial | Fully traceable BOM | Very Low |
To reduce supply chain risk, a capable PCBA supplier should provide:
These documents reflect process control maturity.
The global resistor and capacitor market in 2026 is defined not by uniform shortage, but by segmented availability and application-driven allocation.
The most critical shift is not in component pricing—but in engineering responsibility shifting upstream into BOM design and revision control.
For PCB and PCBA manufacturing, long-term stability depends on:
Manufacturing success is increasingly determined before production begins—at the BOM and engineering review stage.
For more information about PCBA services, please contact Guangzhou Huachuang Precision Technology(HCJMPCBA).
Update triggers: standard revision changes / recurring questions / production checklist updates.
Master pcb functional testing and learn how to test a pcb board for high-reliability electronics. Th

Learn 5 powerful customer communication strategies that position HCJMPCBA as one of the best PCB man

Surface Mount Technology (SMT) lies at the heart of modern electronics assembly, enabling ever‑sma